Antistatic, static electricity, dust and particle problems
Main menu:
Static electrcity, dust and particle problem
Support / Links - PDF

Static electricity - friend or foe?
Av Reinhold Rutks, Swedish Electro Static AB
In this article we will try to give you some background information and tell a little about problems which are occurring in industry and point out a few suitable solutions. But, perhaps it isnt correct to single-mindedly talk about problems - there is an ever growing discipline with good reason may be called utility use. Could you imagine not having a copying machine? A paragraph below gives some examples on utility use applications.
Static electricity is an often overlooked factor in industry. This is true in spite of us all having many possibilities to relate to the phenomenon by our own experiences such as the sparks that we get when getting out of the car, touching a door handle after having walked across the fitted carpet of your hotel or the sparks from your synthetic sweater when you pull it off.
Do you remember the physics lesson when the teacher rubbed an ebonite rod with a cat's fur or charging objects or perhaps himself with a van de Graff generator?? Well, then you have seen the problem demonstrated to you.
In every business which processes or handles at least one component which is an insulator there might be a reason to bring static electricity to the agenda. Insulators that we all are familiar with from everyday life are e.g. paper, plastic, board, textiles, glass, rubber etc..
How can one recognize and identify problems with static electricity?
It is quite obvious that the sparks you get when handling an insulator are caused by static electricity, but it is usually not possible to identify problem spots by feeling your way by the touch of your finger. Static electricity usually manifests itself as a loss of production or a quality problem where the underlying cause remains concealed until active measures are taken to study the problem. There are three main criteria after which it may be practical to divide
the problems;
- Runability problems - machines or processes give poor performance often with reduced production capacity as a result
- Quality problems - hygiene problems, dust, dirt and particles stick to the product, poor tolerances, lost specifications.
- Work environment problems - discomfort or danger to personnel
What is static electricity?
Somewhat humoristic one might say that static electricity is the world's oldest electricity, or "already the ancient Greeks"..and so on.
Static electricity is an imbalance in the charging state of a material, which means that the material has had an excess of electrons and become negatively charged or a deficit of electrons and become positively charged. Just like with ordinary electricity one can talk about transportation of electrons, but with one important distinction - the static electricity, or more correctly charge, is static or with only very limited movability. That is the reason why it isn't possible to produce electricity by rubbing a cat's fur against an ebonite rod, although the charge buildup may be impressive.
A static charge can be generated mainly by three different mechanisms;
- rubbing material surfaces against each other
- dividing of material surfaces (e.g. a web leaving a roller)
- influence - an object present in an electrostatic field will orient its charges against the outer field.
It is obvious that one cannot avoid all situations when static electricity may occur, hence we have to accept the presence of static electricity.
How can I calculate if it pays off to install equipment for charging or discharging?
The question may appear simple, but it is far too often that decisions are made without a proper decision basis. One could perhaps point out that also the lack of a decision does also mean a decision - namely - not to do anything.
The easiest way to make a calculation is to draw a pay- off calculation. The pay-off method is an investment estimate technique which in its basic form disregards from the influence of the interest rate on the calculation and estimates the time needed to pay back the investment (pay-off time) as the cost of the investment divided by the annual yield. Pay-off times as short as two weeks is nothing very unique to equipment for controlling static electricity, and will of course lead to immediate actions.
Where you set the limit for what is economically motivated varies between companies and branches of industry, but a pay-off time of 2-3 years is usually regarded as motive enough to make an investment decision.
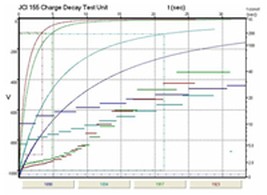
decay time
Is static electricity a maintenance matter or a question for the board?
Static electricity is a matter which in most aces would be regarded as being insignificant in relation to the survival and financial result of a company, in most cases this is probably true. BUT, if you consider that the problems with static electricity which bother the company leads to higher costs in produc-tion, reclaims, aftersales etc. It gets much more interesting. Every reduced cost can be added directly to the company profit. Besides that every static problem that is eliminated means a direct profit it also means that production can be run more reliably at a relatively higher capacity utilization. This, of course, leads to yet a higher profit and improved customer relations where delivery reliability and higher quality may give room for a higher price.
Can you measure static electricity?
Electrostatic fields ac be measured by means of an electrostatic fieldmeter. The field is measured contactless since the measurement cannot consume any current.
It is relatively well known practice to measure a materials surface and volume resistivity in order to find out whether or not its ability to dissipate static charges or to be insulating enough is adequate for its purpose.
A more relevant measure of dissipation is relaxation time, or the time it takes until a controlled charge that has been deposited onto a surface will dissipate enough to reach e.g. its half time values. The measurement is a problem to the technician in general because of the extreme values that cannot be measured with ordinary instruments;
- the current is too small
- the voltage is too high
- the resistance is too high
The ordinary multimeter is useless. But with the above mentioned measuring instruments, the measurements get both possible and understandable with some practice.
Can one discharge static electricity?
Equipment to eliminate static electricity, so called antistatic equipment, is being used in almost every branch of industry. Equipment can be subdivided into active and passive eliminators, where passive eliminators are e.g. carbon fibre brushes (often to be found in office machines), copper tinsel or old-fashioned Christmas tree glitter. The passive ionizer finds it's driving potential in the charged surface and is able to discharge as long as the potential is high enough.
Active eliminators, or ionizers, are producing ionized air, which constitutes the carrier of charge from the ionizer to the charged surface. Active ionizers are powered either by an electrical voltage source or by a radioactive source and are in a modern design touch proof. The active ionizer produces both positive and negative ions since the electrostatically charged surfaces adopt both positive and negative charge in an uncontrolled manner.
A charged surface attracts ions of the opposite polarity but repels ions with the same polarity. For this reason one can regard the whole thing as being a transport problem - it is all a matter of keeping a high enough ion concentration close to the actual surface for a time long enough so that the surface may be discharged.
Is there charging technology?
The use of charging with static electricity in copying machines (Xerox machines) and in electrostatic painting is not altogether unknown. This area which we may call utility use is an area in strong development and many applications are not yet commercially exploited.
The technology assumes that at least one of the components present is an insulator i.e. possible to charge and that the charge does not dissipate (flow away) as long as the desired effect is supposed to remain. Here one would use high voltage of one polarity (plus or minus) for charging against earth or against the opposite polarity (i.e. both plus and minus). Some typical examples may be to electrostatically charge protective paper on thin rolled plate, to electrostati- cally pin together the pages in a book prior to transporting to the glue binding machine, in-mould labelling, i.e. sticking a label into the mould of an injection moulding machine for producing plastic pieces.
Static electricity isnt hocus pocus, it can be measured, removed or exploited according to your wish.
You must dare to try, that isnt so hard, is it?
Digital printer
Can you use air humidifiers?
An excellent way of discharging a surface is to pour water onto it, in most cases this is not possible. It is common knowledge that static problems get worse during winter as indoor air gets dry due to heating. By controlling the relative humidity it is possible to reduce some problems with static electricity mainly when handling paper, wood, tex- tiles and similar materials which can absorb humidity from air.
PROBLEM DESCRIPTION
Static electricity is a common problem in the graphics industry where the materials used are insulators, i.e. paper, board, plastics etc, which when handled are being charged up. Distinctive of most machine parts and components which are made of conductive materials the insulators, in this case usually sheets of paper, cannot dissipate static electricity. This result in doubled sheets, lost register, uneven print quality, poorly working delivery with poor stacking or malfunctions. Without antistatic equipment the problem is mainly overcome by decreasing the machine speed, which both results in lower charge buildup and to some extent may give more time for static to dissipate. A conditioned paper can improve the situation but too high air humidity will lead to corrosion attacks on machines and equipment and an unpleasant environment, while this is seldom a method to solve the whole problem.
SOLUTION
By installing antistatic equipment in a few well defined places problems can be solved. It may be pointed out that the application example suggested the fully equipped version which means antistatic equipment at infeed, delivery and in machines with sheet reversal also in this position. Since static problems may be present in many places at the same time but to a varying degree one can be tempted to install equipment only at e.g. the delivery to get smaller and simpler installation (cheaper). The result is often that one finds at the problem has moved to the delivery. A reason to this is that with the first problem solved the machine speed can be increased, but only so much that the next problem becomes visible - thus the problem has moved.
Infeed
At the infeed an antistatic bar ABAC11 is installed at the front of the pile to discharge every single sheet that is fed into the machine. On both sides of the infeed suction head an ionizing air blow nozzle BHAC11 is mounted, which blows ionized air into the back of the pile and above and across the top of the pile. In this way the sheets are kept uncharged during the infeed process and one can avoid doubled sheets and lost register in the grippers.
Sheet reversal
At the sheet reversal a twin row antistatic bar ABAC21 is installed since there is a need for a slightly longer active range. The purpose is to avoid smearing and abrasion which is otherwise a frequent problem due to the strong and fast movement.
Delivery
At the delivery two antistatic bars ABAC11 are mounted, one from above the sheet and one from below. Since every sheet is discharged, sheets are going to flow into the delivery in a uniform way and the stacker will produce better and more evenly shaped piles. One should not disregard the positive effects of having a properly discharged pile sent to the finishing.
Installation
Installation is made with especially designed brackets and requires an earthed socket (or a fixed installation to the electrical cabinet of the machine) and dry and clean compressed air.


Some examples where active charging with static electricity can save money;
A machine is personalizing and shrinkwrapping magazines. The shrink- wrapped magazines are gathered in a stacker in bundles of 25 whereafter they are removed by a pusher. As the bundle reaches the conveyor on its way to the automatic strapping machine the bundle changes direction and speed causing the top of the bundle to slide, i.e. it telescopes and flows out and you need to have an operator guiding the bundle right. By charging the magazines in a controlled manner in the stacker the bundles can be transported automatically and the extra operator can be avoided.
Static electricity may cause reliability problems which cost a lot of money
In sheet fed printing, whether offset, flexo or screen printing, static electricity may give serious problems at the infeed due to incorrect feeding or doubled sheets, slurring in print units and poor stacking at the delivery. The result is almost always that printing presses are run with a reduced speed. It is not unusual that only half speed is used and one simply notices that it is impossible to run any faster. With antistatic equipment it is often possible to run with full speed and also with such a high quality that one does not have to print as many extra copies as one would usually do in e.g. screen printing.
A simple calculation
Let us assume that in a larger sheet fed offset print- ing press the production cost is 100£ per hour with operating time of 60 hours per week at full operation with the present crew. For simplicity we further assume that there are 50 production weeks in a year and that costs for paper and ink will be additional for each specific print job e.g. could be overlooked in our calculation. The production cost per year would then amount to 300000£ . An installation of antistatic equipment gives a capacity increase of 10% or 30000£ . With an installation cost of 5000£ the pay-off time is only 2 months.
In Mould Labelling
The manufacturing of plastic carrier bags and plastic bags for packaging of e.g. bread, toilet paper and similar products is an interesting problem area. Except for problems in the extrusion and printing of the film, which one would usually have to expect, the converting into a plastic bag or plastic carrier bag is a bit difficult. There are two common methods being used, in one the plastic bag is sealed and cut off by welding and then falls down onto a stack or straight into a designated box. In the other method the finished bag is collected by a rotating arm which picks the plastic bag by vacuum and after half a turn drops the bag onto two spears (a wicketer). When there are difficulties in positioning the bags it is impossible to pack the cor- rect number of bags in the correct box. If plastic bags are not correctly positioned in the packaging machine at the bakery the bread is going to end up laying on the floor.
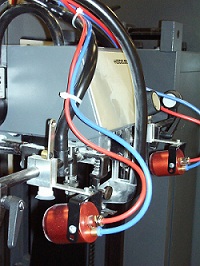
wicketer equipped with antistatic bars
In the manufacturing of plastic bags on rolls one often wants to package them in an attractive box made of board with a sale- able print. To separate the rolls automatically is not a problem, but how can you automatically make the tail of the roll end up inside the box and let the machine close the flap without getting a bag stuck in the middle? By charging the last few turns of bags with static electricity in a controlled manner one gets a solid roll without a loose tail and one avoids extra operators which would otherwise be called for to straighten out the bags in the packaging machine.
PROBLEM DESCRIPTION
Decorating of plastic products is today still very often made in a traditional way by self-adhesive labels, or by tampon or in some cases screen printing. This means one additional operation in the production process which can be avoided. To obtain a more permanent decoration where the colour does not flake or sticker peels off In Mould Labelling or decorating may be used. The preprinted film is positioned and fixed to the mould, the mould is closed and the plastic melt injected. The result will be that the label becomes an integral part of the product. The film is commonly fixed to the mould be means of vacuum. In order to do this there is a need for an often complicated system of vacuum channels in the mould. Cost and manufacturing time of the mould will hereby increase.
SOLUTION
By installing charging equipment one can pin the film to the mould by means of static electricity. This can be done on existing moulds that were not equipped with vacuum channels. The actual size, shape and position of the decoration can also be varied in the same mould. It is absolutely
vital to choose films and printing inks that can be electrostatically charged (nonconductive), and at the same time can be joined with the hot plastic melt injected without deformation and colour deviations. A pick-and-place robot or similar is used to pick the label from its stack and move it into position in the mould, then activated by a signal the charging electrode will electrostatically pin the label onto the mould after positioning.
The label stack
At the stack an Ionized Air Nozzle BHAC11 is installed to make sure that ionized air is being blown into and over the stack of labels. This way the labels are discharged and one can avoid picking doubled sheets. A further result is the fact that as the label/film reaches the mould it is uncharged thus not disturbing the positioning or charging and pinning of the label into the mould.
The charging electrode
When choosing the charging electrode it is important to base this on the mould and the size, shape and desired position of the label chosen. Electrodes are preferably tailor made to fit the specific application and special care must be taken to make the design fit integrated holes, irregular shapes or crowned surfaces.
In the charging electrode are often best integrated vacuum cups to give optimum picking and positioning of the label. In difficult applications
with complicated shapes it may be necessary to let the electrode describe a carefully planned movement which together with the applied charging voltage positions and pins the label correctly without unwanted air pockets.
Installation
The installation is made with purpose made brackets and requires an earthed socket (or a fixed connection to the machine switch cabinet) and clean and dry air for discharging.
The charging electrode is mounted with nylon screws and nonconductive brackets made of nylon, Bakelite etc. whereby it is important to avoid metal or other conductors in the close vicinity. It is important that the high voltage cable HVC11 is laid in order to make movements while traversing as smooth as possible and that the cable be interchangeable. High voltage is being switched on/off via a potential free contact by operating the 24VDC signal voltage from the high voltage generator PUHV30X5-P.
Coffee is now commonly packed in different types of plastic laminates after demands to rid the aluminium layer due to environmental reasons. The aluminum layer has had the excellent property of eliminating most of the otherwise unwanted static electricity, why the transition has been difficult in many places. Static charging of the plastic has caused coffee to stick to the plastic leading to coffee in the welding seam which consequently has been leaky, with quality problems and reclaims as a result - customers do not want a soft package if it is supposed to be hard. By discharg-ing the foil, prior to sealing, the coffee can be removed from the welding seam and the package remains airtight.

Types of packaging problems.
When filling dry goods such as coffee, chocolate powder, sugar and other foods or chemicals and pharmaceuticals, etc., the combination
packaging and material to be packed may cause severe dust problems.
Under certain circumstances, when filling a container with a powder with the same polarity as the inside of the container, which repel the powder out from the inside of the box, after which it is attracted by the outside of the package if they have opposite polarity. The same type of problems may occur during filling of tubes, etc. with creams, pastes and liquids, except for the fact that the packag-ing cannot be blown clean or vacuumed clean as the surface become sticky / wet.
Dust and particles in electrooptics.

A few quality problems which cost money.
Display windows e.g. for mobile phones are made by injection molding.
The display windows are gathered and transported to a quality control area where they are inspected and covered with a protective tape. Dust particles under the protective tape leads to an immediate reject. By discharging the items with blowing of ionized air already as they leave the mould and in addition to that items are collected in a suitable dust free and sealable container and reaches the quality control station dust free. When inspecting and applying protective tape, equipment for discharg-ing and blow cleaning is being used again and the display windows are put in a dust free sealable container for further trans-port to the assembly. A reclaimed mobile in a shop due to dust underneath the display window is very expensive.

PROBLEM DESCRIPTION
It is common knowledge that static electricity is a serious problem in the electronics industry and one tries to build ESD-safe environments. Another huge problem is all the dust and unwanted particles which are attracted to optics-, electronics- and other details. Most of us have probably experienced the difficulty of keeping the TV screen dust free - it does not matter how carefully you wipe the screen it still attracts dust.
The components or products handled are often to a large extent made of insulators ( materials which can be electrostatically charged) e.g. plastic in covers, glass in display windows or lenses, PC-board laminate, protective films and foils etc. Unwanted particles are to a large extent electrostatically charged which makes the problem worse. Attempts to wipe clean the items or to use compressed air for cleaning often causes more damages since the induced friction generates more buildup.
SOLUTION
With an appropriate installation of antistatic equipment both the discharging of surfaces and the removal of unwanted particles can be achieved. By using ionizing equipment one can easily discharge surfaces and eliminate the electrostatic attractive forces acting between surface and particle. The removal of dust and particles will then be straight forward. In some cases it is necessary to avoid a charge build-up which is generated on moving conveyor belts, while removing protective films/foils etc. Discharging the details is made as a preventive measure, in order to avoid that the charged up detail would attract unwanted particles. For this purpose applications with basic single row antistatic bars to fans or other blowing equipment could be suitable.
When dust and particles already have stuck to the surface one need to use some type of blowing ionizing equipment to except for discharging also by means of an air flow by able to loosen the particles from the surface and carry them away from the surface. In difficult cases it may be necessary to integrate the blow cleaning with vacuuming.
Discharging
By using antistatic bars of series ABAC or ionizing fans IFAC11 or IFAC21 efficient ways to discharge also complicated products can be found. The unique facts concerning the applications studied will help determining the equipment best suited.
Blow cleaning
When a surface has attracted dust or foreign matter it can often be blow cleaned by use of a blowing antistatic equipment such as an antistatic gun, ionized air nozzle or blowing antistatic bar. The ionized air discharges both surface and particles and the applied air loosens and transports the particles off the surface.
Equipment is chosen to fit the application e.g. a fixed installation on a conveyor, a bench mounted equipment activated via foot valve or sensor or manually with a hand gun.
Vacuuming
It is often necessary to combine discharging and blow cleaning with vacuuming to avoid that the air borne particles further contaminate the
product. Here we use an integrated system where discharging, blow cleaning and vacuuming is made in a specially designed extrusion or a handheld vacuuming brush.
A typical application for this can be in transporting printed circuit boards into machines for printing or before mounting in pick and place machines.

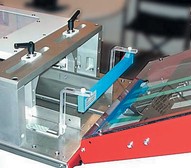
vacuum ramps specially designed for
Deritend printing machine
Vacuuming ramps are manufactured to fit the needs that exist in various industries. It can be anything from small narrow label printing presses or film production lines, where the equipment is installed in existing machines. For board, wood, glass, etc.. it is often useful to integrate a standalone portal vacuum in the engine line.

vacuum ramp