Antistatic, static electricity, dust and particle problems
Main menu:
In Mould Labelling
Support / Links - PDF > Applications_list

![]() In Mould Labelling
In Mould Labelling ![]()
Decorating of plastic products is today still very often made in a traditional way by self-adhesive labels, or by tampon or in some cases screen printing. This means that one additional operation in the production process can be avoided. To obtain a more permanent decoration where the colour does not flake or sticker peels off, In Mould Labelling (IML) or Decorating, may be used. The preprinted film is positioned and fixed to the mould, the mould is closed and the plastic melt is injected. The result will be that the label becomes an integral part of the product. The film is commonly fixed to the mould be means of vacuum. In order to do this there is a need for an often complicated system of vacuum channels in the mould, thus the cost and time for manufacturing the mould will increase.
Solution
By installing charging equipment on can pin the film to the mould by means of static electricity. This can be done on existing moulds that were not equipped with vacuum channels. The actual size, shape, and position of the decoration can also be varied in the same mould. it is absolutely vital to choose films and printing inks that can be electrostatically charged (non conductive), and at the same time can be joined with the hot plastic melt injected without deformation and colour deviations.
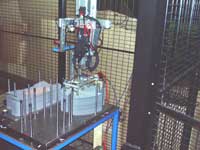
A pick-and -place robot or similar is used to pick the label from its stack and move it into position in the mould, then activated by signal the charging electrode will electrostatically pin the label onto the mould after positioning.


The Label Stack
At the stack an air blowing nozzle BHAC11, is installed to make sure that ionized air is being blown into and over the stack of labels. This way the labels are kept discharged and one can avoid picking double sheets. A further result is the fact that as the label/film reaches the mould it is uncharged thus not disturbing the positioning or charging and pinning of the label into the mould.

The Charging Electrode
When choosing the charging electrode it is important to base this on the mould and the size, shape and desired position of the label chosen. Electrodes are preferably tailor made to fit the specific application and special care must be taken to make the design fit integrated holes, irregular or crowned surfaces. Integrated vacuum cups are often the preferred choice to give optimum picking and positioning of the label. In difficult applications with complicated shapes it may be necessary to let the electrode describe a carefully planned movement which together with the applied charging voltage positions and pins the label correctly without unwanted air pockets.

Installation
The installation is made with purpose made brackets and requires an earthed socket (or a fixed connection to the machine switch cabinet) and clean and dry air for discharging. The charging electrode is mounted with nylon screws and non conductive brackets made of nylon, Bakelite etc, whereby it is important to avoid metal or other conductors in the close vicinity. It is important that the high voltage cable HVC11 is laid in order to make movements while traversing as smooth as possible and that the cable be interchangeable. High voltage is being switched on/off via a potential free contact by operating the 24 VDC signal voltage from the high voltage generator PUHV30X5-P.
